

Ultrasonic welding press machine

Ultrasonic welding press machine

Ultrasonic welding press machine

Ultrasonic welding press machine
Ultrasonic welding press machine 28Khz for small specialized parts
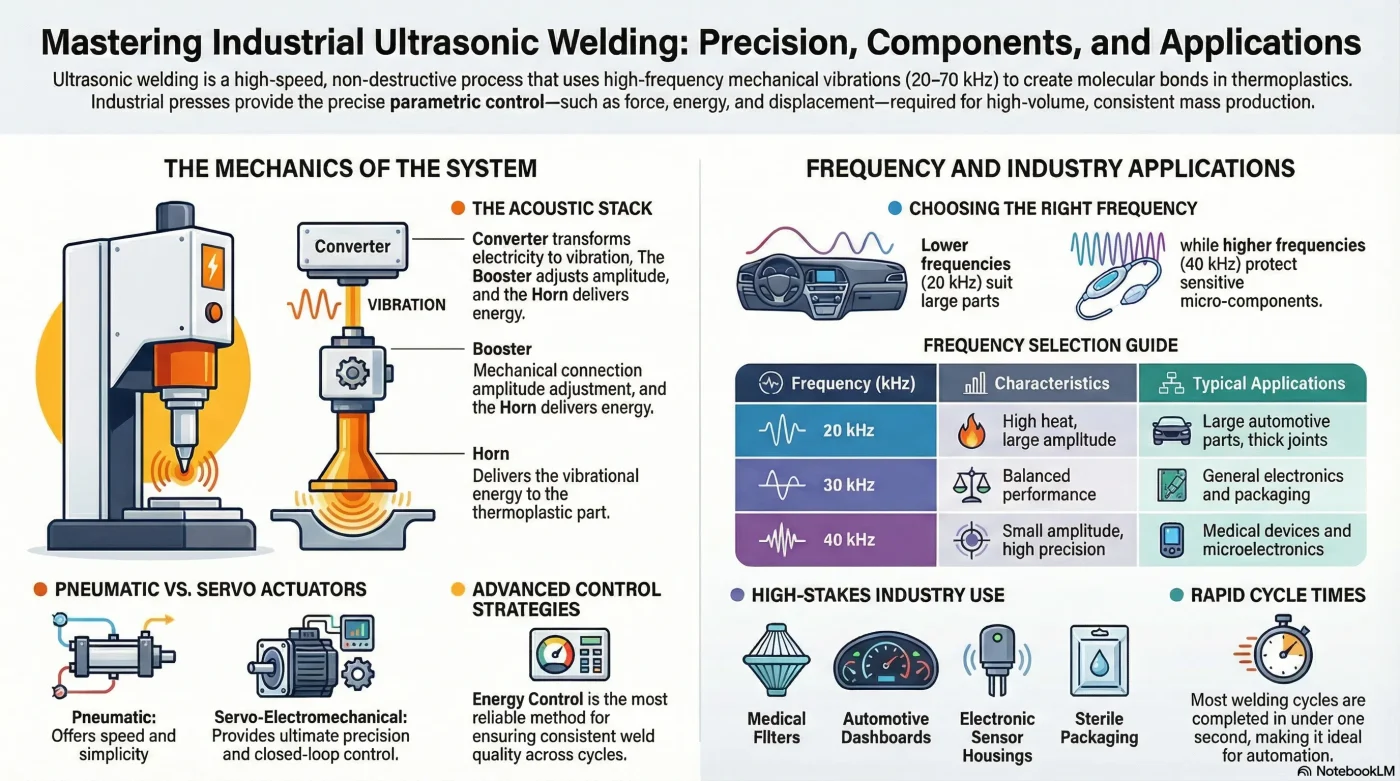
Ultrasonic welding is a strong and non-destructive joining process for thermoplastic materials that operates by applying high-frequency mechanical vibrations (typically between 20 and 70 kHz) with ultrasonic welding press machine to parts held firmly together under pressure. The ultrasonic mechanical energy is converted into thermal energy at the joint interface, causing melting and ultimately resulting in a molecular bond between the two parts.
The Ultrasonic Welding Press is the core of this system and is responsible for the precise control of process parameters, including the application of clamping force, amplitude control, and welding time. By providing high accuracy and repeatability, these machines are considered the gold standard for welding engineering plastics in mass production.
Difference from Handheld Units: Handheld units (usually handheld actuators or handheld welders) lack precise parametric controls, whereas automatic and semi-automatic presses allow accurate adjustment of critical parameters such as force profile, time, dwell, and energy control. Industrial presses use precise pneumatic, servo, or electromechanical systems to apply force, ensuring consistent quality across thousands of consecutive cycles. Handheld devices are suitable for quick repairs or very low-volume production, but for industrial manufacturing that requires precise control, automatic presses are essential.
Physical Principles of Ultrasonic welding press machine (Frequency, Amplitude, Energy, Pressure)
Ultrasonic welding press machine is based on four primary physical parameters and their interaction:
Frequency (f): The vibration frequency of the oscillating element (sonotrode), generated by the power supply. The frequency must match the resonance frequency of the system (including the stack, booster, and horn) to achieve maximum energy transfer.
Amplitude (A): The displacement magnitude of the horn tip. Amplitude determines both the rate and the amount of energy transferred to the weld interface. This parameter is typically measured in micrometers (µm).
Time (t): The duration during which ultrasonic energy is applied. This time must be sufficient to generate enough energy to melt the plastic, but not so long that it causes degradation or excessive heat buildup.
Force (F): The compressive force applied by the press to the workpieces. This force ensures initial surface contact and controls the energy density at the weld interface.
Approximate Energy Relationship: The transferred energy is generally a function of amplitude, time, and frequency.
Main Components of an Ultrasonic Welding Press
An ultrasonic welding press machine consists of three main components:
1. Generator
The primary function of the generator is to convert mains AC power into high-frequency, high-voltage electrical energy required to drive the piezoelectric transducer. The generator output power (measured in watts) determines the maximum energy that can be delivered to the welding system. Modern generators provide advanced features such as:
- Frequency control
- Frequency tracking systems to ensure that the acoustic system always operates at its resonance frequency (frequency tuning)
2. Acoustic Stack (Converter / Booster / Horn)
This section is responsible for energy transmission:
- Converter (Transducer): A component containing piezoelectric crystals (such as PZT) that converts high-frequency electrical signals into mechanical vibrations with low amplitude.
- Booster: An intermediate component that increases or decreases the vibration amplitude (typical ratios include 1:1, 1:2, and 1:3).
- Horn (Sonotrode): The final tool that comes into direct contact with the workpiece and transfers vibrations to the weld zone. Horn design (material, contact surface, and geometry) plays a critical role in efficient energy transfer and in preventing heat loss.
3. Press & Actuator
The mechanism that applies the required vertical force:
- Pneumatic: The most common type, using compressed air to apply force. It offers high speed and simplicity, but precise force profile control is more challenging.
- Servo-Electromechanical: Provides extremely accurate control of force, displacement, and time through closed-loop control, making it ideal for sensitive applications such as medical devices.
- Electromechanical: Uses ball screws or mechanical lead screws, typically for achieving very high forces with highly precise position control.
Classification of Presses: Bench‑top Presses and Automation Presses
Ultrasonic welding presses are commonly classified based on their level of automation and application:
1. Bench‑top Presses
These machines are designed for laboratory environments, quality control (QC), rapid prototyping, and low‑volume production. They are typically equipped with simple pneumatic or micro‑servo systems and have a small footprint. Their control is often based on classic parameters such as time and pressure.
2. In‑Line / Automation Presses
These presses form the backbone of mass production lines. Their key features include:
- Easy integration: Designed for straightforward installation on automated conveyor lines, robotic systems, and complex fixturing setups
- Advanced controls: Utilization of servo or electromechanical actuators for precise force and displacement profile control
- Monitoring capability: Equipped with advanced software for statistical process control (SPC) data collection, as well as energy‑ and displacement‑based controls
Common Ultrasonic Frequencies (20 / 30 / 35 / 40 kHz) and Their Applications
The choice of frequency has a direct impact on energy transfer characteristics and system applications:
| Frequency (kHz) | Energy Transfer Characteristics | Typical Applications |
| 20 kHz | Larger vibration amplitudes and higher heat generation per unit time; suitable for larger parts and materials with lower melting points | Welding of large automotive parts, bulky packaging, thick joint welding |
| 30 kHz | Industry standard frequency; balanced performance between amplitude and precision | General-purpose applications, electronics, medium-scale packaging |
| 40 kHz | Smaller vibration amplitudes and more precise energy transfer; suitable for small and sensitive components | Medical components (e.g., filter housings), micro-welding, microelectronics |
| 50 kHz | Highest positioning accuracy; reduced thermal and acoustic noise | Very delicate parts, temperature-sensitive applications |
Power Levels (800W to 6200W+) and Their Effect on the Process
The generator power (measured in watts) determines the system’s ability to deliver energy into the workpiece.
-
Low Power (800W – 1500W):
Suitable for small, thin parts or materials that require low energy for melting (such as polyethylene or polypropylene with small joints).
-
Medium Power (1500W – 3000W):
A common operating range for many electronic and medical components.
-
High Power (3000W – 6200W+):
Required for:
- Welding parts with high thermal mass (thick components).
- Welding at lower frequencies (such as 20 kHz), which require higher vibration amplitudes.
- Using larger horns, which inherently exhibit greater damping.
Effect of Power on the Process:
Higher power allows the system to reach the desired melt point within a shorter time dwell. Reducing the time spent at elevated temperatures prevents prolonged exposure, thereby lowering the risk of material degradation or burn‑through.
Precision, Repeatability, Force Control, Energy Control, and Displacement Control
Modern ultrasonic welding presses no longer rely solely on time-based parameters; instead, they utilize Advanced Process Controls:
-
Displacement Control (Distance / Amplitude Control):
In this mode, the welding process continues until the actuator reaches a predefined displacement. This control strategy is ideal for applications requiring precise part alignment, such as welding with a controlled melt land.
-
Force Control:
The force applied by the press during the welding process—especially in servo-driven actuators—is dynamically adjusted to achieve a specific pressure profile.
-
Energy Control:
The total amount of energy delivered to the workpiece (measured in joules) is measured and controlled. This is the most common and reliable method for ensuring weld quality, as it accounts for the combined effects of amplitude, time, and pressure within a single parameter.
-
Repeatability & Precision:
Servo-electromechanical presses can control position and force with micrometer- or Newton-level accuracy, ensuring weld consistency of greater than 99.9%.
Technical Comparison Table of Leading Brands
This table provides an overview of the general specifications of common series offered by leading manufacturers in the ultrasonic welding press industry. Note that exact specifications may vary depending on the specific model and configuration (such as actuator type).
| Origin | Actuator Type | Force Range (kN) | Generator Power (W) | Frequency (kHz) | Series / Model (Examples) | Brand |
| Germany | Servo / Pneumatic | 1.0 – 10.0 | تا +6200 | 20، 30، 40 | HiQ Series | Herrmann |
| USA | Servo / Pneumatic | 0.5 – 7.5 | تا 6000 | 15، 20، 40 | DCX Series، GP Series | Branson (Emerson) |
| Switzerland | Servo / Pneumatic | 0.5 – 6.0 | تا 4000 | 20، 30، 40 | TW Precision Series | Telsonic |
| Switzerland | Servo / Pneumatic | 0.8 – 5.0 | تا 3500 | 20، 30، 40 | Ultra‑T | Rinco Ultrasonics |
| USA | Servo / Pneumatic | 0.5 – 5.0 | تا 4000 | 20، 40 | Ultra Press Series | Dukane |
| Japan / Korea / China / Taiwan | Primarily Pneumatic | متغیر | 800 – 4000 | 15، 20، 30، 40 | Generic / OEM Series | Asian Manufacturers |
Advantages and Limitations of Ultrasonic Welding Presses
Advantages of Ultrasonic welding press machine:
- High Speed: Welding cycles typically take less than one second, making the process ideal for automation.
- Clean Joining: The process does not cause bulk melting of surrounding materials and does not require consumables such as adhesives or solvents.
- Precise Control: Enables the use of combined parameters (time / energy / displacement) to ensure process repeatability.
- Material Flexibility: Capable of welding a wide range of thermoplastics, including high‑performance engineering plastics such as PEEK and polycarbonate.
Limitations:
- Joint Design: Process success is highly dependent on proper joint interface design (e.g., the use of an Energy Director).
- Acoustics and Noise: At lower frequencies (20 kHz), sound noise levels are relatively high and require adequate acoustic enclosures.
- Part Size Limitations: As part size increases, maintaining uniform vibration amplitude across the entire weld interface becomes more challenging.
- Initial Cost: Servo-based systems with advanced energy control require a significant upfront investment.
Applications Across Industries: Medical, Automotive, Packaging, Electronics
Due to their high speed and strong joint quality, ultrasonic welding presses are critical in the following industries:
Medical:
Welding of filters, syringe guards, implantable devices (implants), blood bags, and sensor manufacturing. High precision and effective particulate control are essential in this industry.
Automotive:
Assembly of dashboards, welding of meshes and air curtains, sensor housings, and joining of interior cabin components. Lower frequencies (typically 20 kHz) are often used due to the larger size of the parts.
Packaging:
Sealing of flexible packaging, blister packs, bottle caps, production of multilayer bags (laminates), and insert molding operations.
Electronics:
Joining of smartphone housings, battery modules, wire harnessing, and assembly of sensitive sensor components.
Guide to Selecting the Appropriate Ultrasonic Welding Press
Selecting the correct press requires a precise analysis of process requirements:
-
Material Type and Joint Geometry:
The plastic type (low‑ or high‑energy materials) and joint complexity (need for uniform force distribution) determine the required frequency and power level.
-
Production Volume and Automation Level:
High‑volume production requires servo presses or systems with robotic integration and advanced process control. Low‑volume production can be served more economically by benchtop presses.
-
Required Control Strategy:
If weld thickness control or preservation of internal part integrity is critical, a servo actuator with energy control (Energy Mode) is mandatory. If speed is the primary priority, a pneumatic actuator may be sufficient.
-
Force Range:
The required welding force must match the actuator capacity (depending on whether the system is pneumatic or servo‑driven).
Summary
The ultrasonic welding press is an advanced manufacturing technology, precisely engineered to convert concentrated vibrational energy into a thermoplastic joint. Successful energy transfer in this system depends on accurate acoustic resonance matching, precise horn design, and proper actuator selection to achieve the required force profile.
While pneumatic systems offer simplicity and speed, servo‑electromechanical systems, through the use of closed‑loop energy control, have established a new standard in precision, repeatability, and process validation. This is critical for highly regulated industries such as medical and aerospace.
References and Source List
-
Herrmann Ultraschall Technologie GmbH
Technical data sheets and product brochures (HiQ Series).
Specific model documentation used for defining force and power ranges.
-
Branson Welding & Bonding, an Emerson Company
Ultrasonic Welding.
Process and application guides.
-
Telsonic AG
Technical specifications for ultrasonic welding equipment.
-
Rinco Ultrasonics AG
Product manuals and engineering notes related to servo-driven ultrasonic presses.
-
Schroeder, J. (2018)
Ultrasonic Welding of Thermoplastics: Principles, Applications, and Future Trends.
Industrial Plastics Journal, Vol. 45, Issue 2.
-
Lehrich, C. (2021)
Advancements in Servo Control for High-Precision Applications.
Proceedings of the International Conference on Plastics – Plastic Joining Technologies.