

دستگاه پرس جوش اولتراسونیک (التراسونیک)

دستگاه پرس جوش اولتراسونیک (التراسونیک)

دستگاه پرس جوش اولتراسونیک (التراسونیک)
دستگاه پرس جوش التراسونیک 28 کیلوهرتز برای قطعات کوچک تخصصی (پزشکی)

دستگاه پرس جوش اولتراسونیک (التراسونیک)

دستگاه پرس جوش اولتراسونیک (التراسونیک)
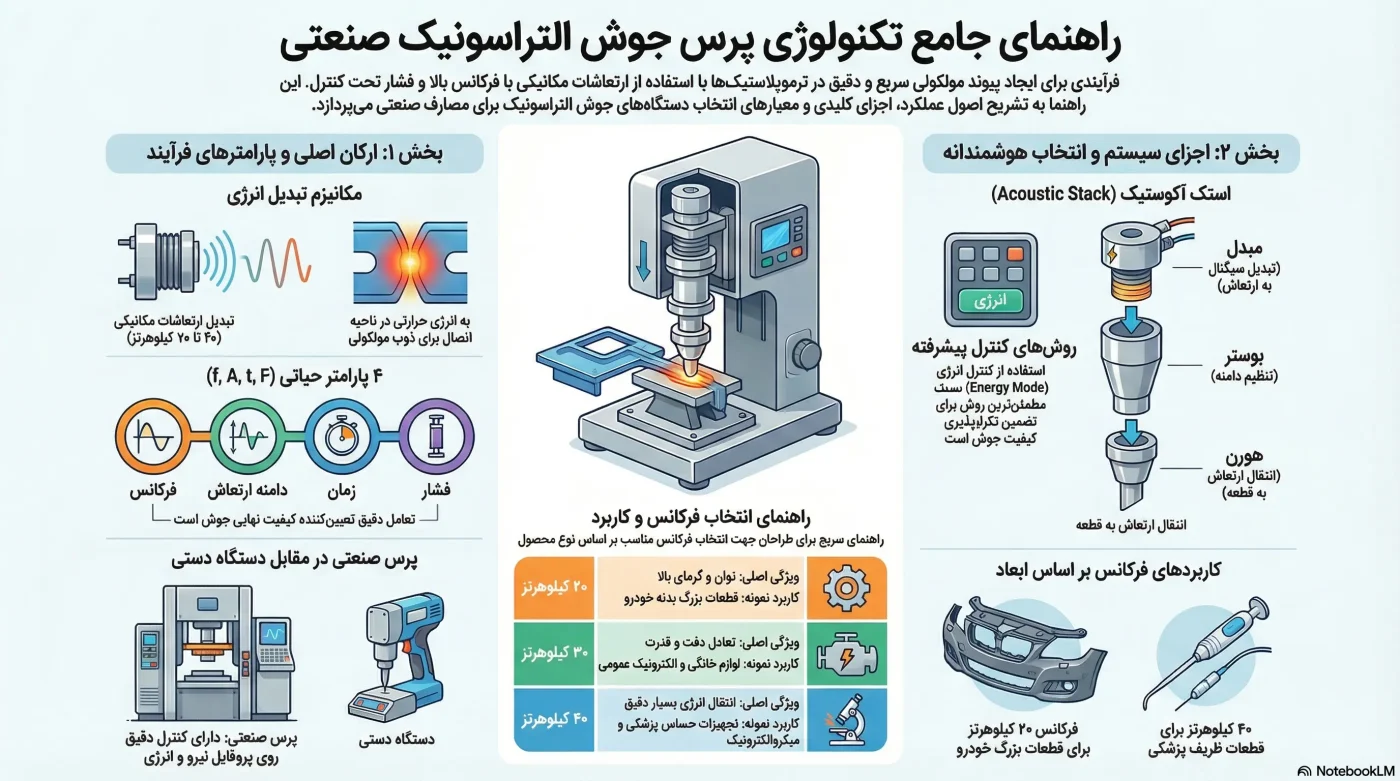
جوشکاری التراسونیک (Ultrasonic Welding) یک فرآیند اتصال قوی و غیرمخرب برای مواد ترموپلاستیک است که بر اساس اعمال ارتعاشات مکانیکی با فرکانس بالا (معمولاً بین ۲۰ تا ۷۰ کیلوهرتز) توسط دستگاه پرس جوش اولتراسونیک به قطعاتی که تحت فشار محکم در تماس هستند، عمل میکند. انرژی مکانیکی التراسونیک به انرژی حرارتی در ناحیه اتصال تبدیل شده و باعث ذوب و در نهایت اتصال مولکولی دو قطعه میشود.
پرس جوش التراسونیک (Ultrasonic Welding Press)، قلب این سیستم است که وظیفه کنترل دقیق پارامترهای فرآیند از جمله اعمال نیروی فشاری (Clamping Force)، کنترل دامنه (Amplitude) و زمان جوشکاری را بر عهده دارد. این دستگاهها با فراهم آوردن دقت و تکرارپذیری بالا، استاندارد طلایی جوشکاری پلاستیکهای مهندسی در تولید انبوه هستند.
تفاوت با دستگاههای دستی (Handheld Units): دستگاههای دستی (معمولاً اکتیواتورهای دستی یا Handheld Welders) فاقد کنترلهای دقیق پارامتریک هستند، در حالی که پرسهای اتوماتیک و نیمهاتوماتیک قابلیت تنظیم دقیق پارامترهای حیاتی مانند Force Profile، Time، Dwell و Energy Control را دارند. پرسه
ای صنعتی از سیستمهای دقیق پنوماتیک، سروو یا الکترومکانیکی برای اعمال نیرو استفاده میکنند که تضمینکننده کیفیت یکنواخت در هزاران سیکل متوالی است. دستگاههای دستی برای تعمیرات سریع یا تولیدات با حجم بسیار پایین مناسباند، اما برای تولیدات صنعتی نیازمند کنترل دقیق، پرسهای اتوماتیک ضروری هستند.
اصول فیزیکی جوشکاری التراسونیک (فرکانس، دامنه، انرژی، فشار)
جوشکاری التراسونیک بر اساس چهار پارامتر فیزیکی اصلی و تعامل آنها بنا شده است:
فرکانس (f – Frequency): فرکانس ارتعاش ارتعاشدهنده (اسپاتولا) که توسط ژنراتور تولید میشود. فرکانس باید با فرکانس رزونانس سیستم (شامل استک، بوم و هورن) منطبق باشد تا حداکثر انتقال انرژی محقق شود.
دامنه (A – Amplitude): میزان جابجایی نوک هورن (آلتراسونیک). دامنه تعیینکننده سرعت و مقدار انرژی منتقلشده به ناحیه اتصال است. این پارامتر معمولاً با میکرومتر (µm) اندازهگیری میشود.
زمان (t – Time): مدت زمانی که انرژی التراسونیک اعمال میشود. این زمان باید به اندازهای باشد که انرژی کافی برای ذوب پلاستیک تولید شود، اما نه آنقدر طولانی که باعث تخریب یا حرارت بیش از حد شود.
فشار (F – Force): نیروی فشاری اعمالشده توسط پرس بر روی قطعات کار. این نیرو، تماس اولیه بین سطوح و میزان چگالی انرژی در ناحیه اتصال را تضمین میکند.
معادله تقریبی انرژی (Energy Relation): انرژی منتقلشده (Energy) بهطور کلی تابعی از دامنه، زمان و فرکانس است.
اجزای اصلی پرس جوش التراسونیک
دستگاه پرس جوش اولتراسونیک از سه بخش اصلی تشکیل شده است:

1. ژنراتور (Generator)
وظیفه اصلی ژنراتور تبدیل برق شهری (AC) به فرکانس بالا و ولتاژ مورد نیاز برای تحریک مبدل پیزوالکتریک است. توان (Power) خروجی ژنراتور (بر حسب وات) تعیینکننده حداکثر انرژی قابل انتقال به سیستم جوش است. ژنراتورهای مدرن دارای قابلیتهای زیر هستند:
- کنترل فرکانس (Frequency Control)
- سیستمهای ردیابی فرکانس (Frequency Tracking) برای اطمینان از اینکه سیستم آکوستیک همیشه در فرکانس رزونانس خود کار میکند (Frequency Tuning)
2. مبدل (Converter / Booster / Horn)
این بخش، انتقالدهنده انرژی در دستگاه پرس جوش اولتراسونیک است:
- مبدل (Converter / Transducer): قطعهای شامل کریستالهای پیزوالکتریک (مانند PZT) که سیگنال الکتریکی با فرکانس بالا را به ارتعاشات مکانیکی با دامنه کم تبدیل میکند.
- بوستر (Booster): قطعهای واسط که دامنه ارتعاش را افزایش یا کاهش میدهد (نسبتهای معمول 1:1، 1:2، 1:3).
- هورن (Horn) یا سونوتروود (Sonotrode): ابزار انتهایی که مستقیماً با قطعه کار در تماس است و ارتعاش را به ناحیه جوش منتقل میکند. طراحی هورن (جنس، سطح تماس و هندسه) نقش حیاتی در انتقال انرژی و جلوگیری از اتلاف حرارت دارد.
۳. پرس و محرک (Press & Actuator)
مکانیزمی که نیروی عمودی لازم را اعمال میکند:
- پنوماتیک (Pneumatic): رایجترین نوع، استفاده از هوای فشرده برای اعمال نیرو. سرعت بالا و سادگی از مزیتهای آن است، اما کنترل دقیق پروفایل نیرو (Force Profile) در جوشکاری دشوارتر است.
- سروو الکترومکانیکی (Servo-Electromechanical): دارای کنترل بسیار دقیق نیرو، جابجایی و زمان (Closed-loop Control) و مناسب برای کاربردهای حساس (مانند پزشکی) است.
- الکترومکانیکی (Electromechanical): استفاده از بالاسکرو یا پیچ مکانیکی، معمولاً برای دستیابی به نیروهای بسیار بالا با کنترل بسیار دقیق موقعیت.

طبقهبندی پرسها: Bench‑top presses و Automation presses
دستگاه پرس جوش اولتراسونیک معمولاً بر اساس سطح اتوماسیون و کاربرد طبقهبندی میشوند:
1. پرسهای رومیزی (Bench‑top Presses)
این دستگاهها برای محیطهای آزمایشگاهی، کنترل کیفیت (QC)، نمونهسازی سریع (Prototyping) و تولیدات با حجم پایین طراحی شدهاند. معمولاً مجهز به سیستمهای پنوماتیک ساده یا میکرو‑سروو بوده و فضای کمی اشغال میکنند. کنترل آنها اغلب بر پایه پارامترهای کلاسیک (زمان/فشار) است.
2. پرسهای خط تولید و اتوماسیون (In‑Line / Automation Presses)
این پرسها بخش اصلی خطوط تولید انبوه (Mass Production) هستند. ویژگیهای کلیدی آنها عبارتند از:
- یکپارچهسازی آسان؛ طراحیشده برای نصب ساده بر روی خطوط انتقال اتوماتیک، روباتها و سیستمهای فیکسچرینگ پیچیده
- کنترلهای پیشرفته؛ بهرهمندی از اکچویتورهای سروو یا الکترومکانیکی برای کنترل دقیق پروفایل نیرو و جابجایی
- قابلیت نظارت (Monitoring)؛ مجهز به نرمافزارهای پیشرفته برای جمعآوری دادههای آماری فرآیند (SPC) و کنترلهای مبتنی بر انرژی و جابجایی
فرکانسهای رایج (kHz 40 / 35 / 30 / 20) و کاربرد هرکدام
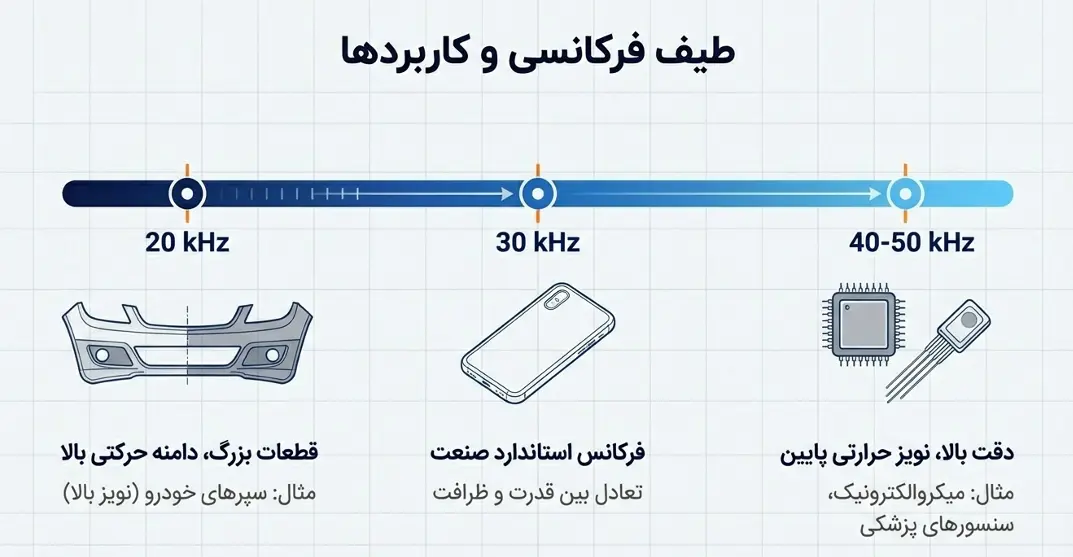
انتخاب فرکانس تأثیر مستقیمی بر نحوه انتقال انرژی و کاربرد دستگاه پرس جوش اولتراسونیک دارد:
| فرکانس (kHz) | ویژگیهای انتقال انرژی | کاربرد رایج |
| 20 kHz | دامنههای ارتعاشی بزرگتر، تولید گرمای بیشتر در واحد زمان؛ مناسب برای قطعات بزرگتر و مواد با نقطه ذوب پایینتر | جوشکاری قطعات بزرگ خودرو، بستهبندی حجیم، جوشکاری اتصالات ضخیم |
| 30 kHz | فرکانس استاندارد صنعت؛ تعادل مناسب بین دامنه و دقت | اکثر کاربردهای عمومی، لوازم الکترونیکی، بستهبندی متوسط |
| 40 kHz | دامنههای ارتعاشی کوچکتر، انتقال دقیقتر انرژی؛ مناسب برای قطعات کوچک و حساس | قطعات پزشکی (مانند محفظههای فیلتر)، میکرو جوشکاری، میکروالکترونیک |
| 50 kHz | بیشترین دقت موقعیتیابی؛ کاهش نویز حرارتی و نویز صوتی | قطعات بسیار ظریف، کاربردهای حساس به دما |
توان دستگاهها (از 800W تا +6200W) و اثر آن بر فرآیند
توان ژنراتور (بر حسب وات) تعیینکننده قابلیت سیستم برای تزریق انرژی به قطعه کار است.
-
توان پایین (800W – 1500W):
مناسب برای قطعات کوچک، نازک یا موادی که به انرژی کمی برای ذوب نیاز دارند (مانند پلیاتیلن یا پلیپروپیلن با اتصالات کوچک).
-
توان متوسط (1500W – 3000W):
محدوده کاری رایج برای بسیاری از قطعات الکترونیکی و پزشکی.
-
توان بالا (3000W – 6200W+):
ضروری برای:
- جوش دادن قطعات با جرم حرارتی (Thermal Mass) بالا (قطعات ضخیم).
- جوشکاری در فرکانسهای پایینتر (مانند 20 kHz) که به دامنه ارتعاشی بیشتری نیاز دارند.
- استفاده از هورنهای بزرگتر که ذاتاً دارای میرایی (Damping) بیشتری هستند.
اثر توان بر فرآیند:
توان بالاتر به سیستم اجازه میدهد در مدت زمان کوتاهتر (Time Dwell) به نقطه ذوب مطلوب برسد. کاهش زمان در دمای بالا از ماندن بیش از حد ماده در دمای زیاد جلوگیری کرده و خطر تخریب ماده (Degradation) یا ایجاد سوراخ و سوختگی (Burn‑through) را کاهش میدهد.
دقت، تکرارپذیری، کنترل نیرو، کنترل انرژی و کنترل جابجایی
پرسهای جوش مدرن دیگر تنها بر پایه پارامتر زمان کار نمیکنند، بلکه از کنترلهای پیشرفته فرآیند (Advanced Process Controls) استفاده میکنند:
-
کنترل جابجایی (Distance / Amplitude Control):
در این حالت، فرآیند جوشکاری تا زمانی ادامه مییابد که اکتویتور به یک جابجایی مشخص برسد. این کنترل برای کاربردهایی که نیاز به همترازی دقیق قطعات دارند (مانند جوش دادن با لندک ذوب سطحی) ایدهآل است.
-
کنترل نیرو (Force Control):
نیروی اعمالی توسط پرس در طول فرآیند (بهخصوص در اکتویتورهای سروو) بهصورت پویا تنظیم میشود تا پروفایل فشاری خاصی تأمین گردد.
-
کنترل انرژی (Energy Control):
میزان کل انرژی تزریقشده به قطعه کار (بر حسب ژول) اندازهگیری و کنترل میشود. این روش متداولترین و مطمئنترین روش برای تضمین کیفیت جوش است، زیرا مجموع تأثیر دامنه، زمان و فشار را در یک پارامتر واحد لحاظ میکند.
-
تکرارپذیری و دقت (Repeatability & Precision):
پرسهای سروو-الکترومکانیکی میتوانند موقعیت و نیرو را با دقتی در حد میکرومتر یا نیوتن کنترل کنند که تکرارپذیری یک جوش یکنواخت (Weld Consistency) را تا بیش از 99.9٪ تضمین مینماید.
جدول مقایسه فنی برندهای معتبر
این جدول مروری بر مشخصات کلی سریهای رایج از تولیدکنندگان پیشرو در صنعت ارائه میدهد. توجه داشته باشید که مشخصات دقیق بسته به مدل و پیکربندی خاص (مانند نوع اکچویتور) متغیر است.
| مبدأ | نوع اکچویتور | محدوده نیرو (kN) | توان ژنراتور (W) | فرکانس (kHz) | سری / مدل (نمونه) | برند |
| آلمان | سروو / پنوماتیک | 1.0 – 10.0 | تا +6200 | 20، 30، 40 | HiQ Series | Herrmann |
| آمریکا | سروو / پنوماتیک | 0.5 – 7.5 | تا 6000 | 15، 20، 40 | DCX Series، GP Series | Branson (Emerson) |
| سوئیس | سروو / پنوماتیک | 0.5 – 6.0 | تا 4000 | 20، 30، 40 | TW Precision Series | Telsonic |
| سوئیس | سروو / پنوماتیک | 0.8 – 5.0 | تا 3500 | 20، 30، 40 | Ultra‑T | Rinco Ultrasonics |
| آمریکا | سروو / پنوماتیک | 0.5 – 5.0 | تا 4000 | 20، 40 | Ultra Press Series | Dukane |
| ژاپن / کره / چین / تایوان | عمدتاً پنوماتیک | متغیر | 800 – 4000 | 15، 20، 30، 40 | Generic / OEM Series | تولیدکنندگان آسیایی |
مزایا و محدودیتهای دستگاه پرس جوش اولتراسونیک

مزایا:
- سرعت بالا: چرخههای جوشکاری معمولاً کمتر از یک ثانیه طول میکشند؛ ایدهآل برای اتوماسیون.
- اتصال تمیز: فرآیند بدون دخالت ذوب شدن مواد اطراف رابط اتصال انجام میشود و برای مواد مصرفی (چسب یا حلال) مناسب نیست.
- کنترل دقیق: امکان استفاده از پارامترهای ترکیبی (زمان / انرژی / جابجایی) برای تضمین تکرارپذیری.
- انعطافپذیری مواد: قابلیت جوشکاری طیف وسیعی از ترموپلاستیکها، از جمله پلاستیکهای مهندسی با کارایی بالا مانند PEEK و پلیکربنات.
محدودیتها:
- هندسه اتصال (Joint Design): موفقیت فرآیند به شدت وابسته به طراحی صحیح سطح تماس (مثلاً استفاده از اندام هدایتکننده انرژی یا Energy Director) است.
- آکوستیک و نویز: در فرکانسهای پایینتر (۲۰ kHz)، سطح نویز صوتی بالا است و نیاز به حفاظبندی مناسب دارد.
- محدودیت اندازه قطعه: با افزایش ابعاد قطعه کار، حفظ یکنواختی دامنه ارتعاش در کل سطح جوش دشوار میشود.
- هزینه اولیه: سیستمهای مبتنی بر سروو و کنترل انرژی پیشرفته، سرمایهگذاری اولیه قابل توجهی دارند.
کاربردها در صنایع: پزشکی، خودرو، بستهبندی، الکترونیک
پرسهای جوش التراسونیک به دلیل سرعت و اتصال قوی، در صنایع زیر حیاتی هستند:
پزشکی (Medical):
جوشکاری فیلترها، محافظهای سرنگها، دستگاههای کاشتنی (Implants)، کیسههای خون، و ساخت حسگرها. دقت بالا و کنترل ذرات ریز (Particulate Control) در این صنعت کلیدی است.
خودرو (Automotive):
مونتاژ داشبوردها، جوشکاری توریها و پردههای هوا، محفظههای سنسورها، و اتصال قطعات داخلی کابین. اغلب از فرکانسهای پایینتر (۲۰ kHz) به دلیل اندازه بزرگ قطعات استفاده میشود.
بستهبندی (Packaging):
بستن (Sealing) بستهبندیهای انعطافپذیر، بلیستر پکها، درب بطریها، تولید کیسههای چندلایه (Laminates) و تزریقهای تزئینی (Insert Molding).
الکترونیک (Electronics):
اتصال قابهای گوشیهای هوشمند، ماژولهای باتری، پوششدهی سیمها (Wire Harnessing) و مونتاژ قطعات حساس حسگرها.
راهنمای انتخاب دستگاه پرس جوش اولتراسونیک مناسب
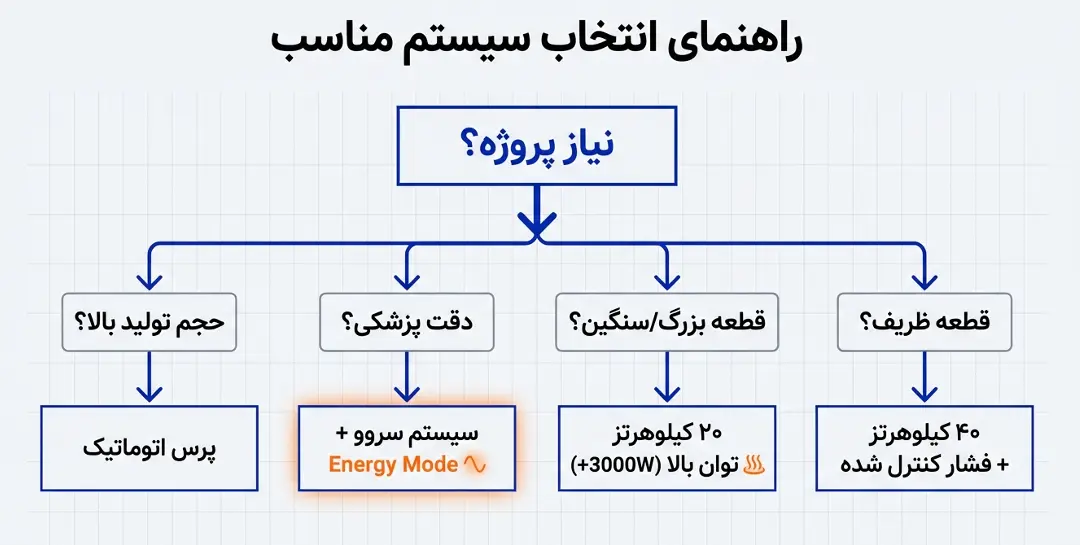
انتخاب پرس صحیح مستلزم تحلیل دقیق نیازهای فرآیند است:
-
نوع ماده و هندسه اتصال:
جنس پلاستیک (پایین یا بالا انرژی) و پیچیدگی هندسه (نیاز به توزیع یکنواخت نیرو)، تعیینکننده فرکانس و توان مورد نیاز است.
-
حجم تولید و سطح اتوماسیون:
تولید انبوه نیازمند پرسهای سروو یا با قابلیت ادغام رباتیک و کنترل فرآیند است. تولید کمتیراژ، پرسهای رومیزی اقتصادیتر.
-
کنترل مورد نیاز:
اگر کنترل ضخامت جوش یا حفظ یکپارچگی داخلی حیاتی است، اکچویتور سروو و کنترل انرژی (Energy Mode) اجباری است. اگر سرعت اولویت باشد، اکچویتور پنوماتیک ممکن است کافی باشد.
-
دامنه نیرو:
نیروی مورد نیاز باید با ظرفیت اکچویتور (بسته به نوع پنوماتیک یا سروو) مطابقت داشته باشد.
جمعبندی
پرس جوش التراسونیک یک فناوری تولید پیشرفته است که با دقت مهندسی شده است تا انرژی ارتعاشی متمرکز را به یک مفصل ترموپلاستیک تبدیل کند. انتقال موفق انرژی در این سیستم وابسته به تطبیق دقیق رزونانس آکوستیک، طراحی دقیق هورن و انتخاب اکچویتور مناسب برای پروفایل نیروی مورد نیاز است.
در حالی که سیستمهای پنوماتیک سادگی و سرعت را ارائه میدهند، سیستمهای سروو‑الکترومکانیکی با استفاده از کنترل انرژی حلقه بسته (Closed‑Loop Energy Control)، استاندارد جدیدی در دقت، تکرارپذیری و مستندسازی فرآیند (Process Validation) ایجاد کردهاند. این امر برای صنایعی با نظارت شدید مانند پزشکی و هوافضا حیاتی است.
فهرست منابع و رفرنسها
-
Herrmann Ultraschall Technologie GmbH
Technical Data Sheets and Product Brochures (HiQ Series)
Specific model documentation utilized for force/power ranges.
-
Branson Welding & Bonding (Emerson)
Ultrasonic Welding
Process and Application Guides.
-
Telsonic AG
Technical Specifications for Ultrasonic Welding Equipment.
-
Rinco Ultrasonics AG
Product Manuals and Engineering Notes on Servo Presses.
-
Schroeder, J. (2018)
Ultrasonic Welding of Thermoplastics: Principles
Industrial Plastics Journal, Vol. 45(2).
Applications and Future Trends.
-
Lehrich, C. (2021)
Advancements in Servo Control for High‑Precision
Proceedings of the International Conference on Plastics
Plastic Joining Technologies.